


Trong lĩnh vực gia công cơ khí chính xác, phay CNC inox luôn được đánh giá là một trong những thử thách lớn đối với các kỹ thuật viên vận hành máy. Để hiểu rõ hơn về sự khác biệt giữa các vật liệu và tối ưu hóa chi phí, bạn có thể tham khảo bài viết về Phay CNC Nhôm vs Inox vs Nhựa. Thép không gỉ (Inox) như SUS304, SUS316 nổi tiếng với khả năng chống ăn mòn tuyệt vời nhưng đồng thời cũng là "khắc tinh" của các loại dao cụ. Việc hiểu rõ đặc tính vật liệu và các vấn đề phát sinh trong quá trình cắt gọt là yếu tố then chốt để tối ưu hóa năng suất.
Tại sao gia công CNC inox lại khó khăn đến vậy? Làm thế nào để kéo dài tuổi thọ dao phay khi đối mặt với vật liệu có độ dẻo và độ cứng cao này? Bài viết dưới đây sẽ đi sâu vào phân tích 5 vấn đề cốt lõi và chia sẻ những kinh nghiệm thực chiến giúp bạn làm chủ quy trình phay inox, giảm thiểu chi phí hao mòn dao cụ một cách tối đa.

1. Đặc tính của Inox ảnh hưởng đến quá trình phay CNC
Trước khi đi sâu vào kỹ thuật, chúng ta cần hiểu bản chất của vật liệu. Gia công inox 304 hay 316 gặp khó khăn do các đặc tính vật lý sau:
- Độ dẻo cao: Inox có xu hướng bám dính vào lưỡi cắt, tạo ra hiện tượng lẹo dao (Built-up edge).
- Độ dẫn nhiệt kém: Nhiệt lượng sinh ra trong quá trình cắt không thoát ra theo phôi mà tập trung tại mũi dao, gây cháy dao.
- Tính biến cứng bề mặt: Khi chịu tác động lực cắt, bề mặt inox trở nên cứng hơn rất nhiều, gây khó khăn cho những lượt cắt tiếp theo.
- Độ bền kéo lớn: Đòi hỏi lực cắt của máy và độ cứng vững của hệ thống gá kẹp phải cực cao.
2. 5 Vấn đề thường gặp khi phay CNC Inox
Kỹ thuật viên thường xuyên gặp phải các sự cố sau khi thực hiện kỹ thuật phay inox không đúng cách:
2.1. Hiện tượng lẹo dao (Built-Up Edge - BUE)
Đây là vấn đề phổ biến nhất. Vật liệu inox dẻo bị nóng chảy cục bộ và dính chặt vào cạnh cắt của dao. Khi lớp vật liệu này bong ra, nó kéo theo các mảng vật liệu của chính dao phay, làm mẻ lưỡi cắt nhanh chóng.
2.2. Biến cứng bề mặt inox (Work Hardening)
Inox rất nhạy cảm với lực nén. Nếu dao phay cùn hoặc tốc độ tiến dao quá thấp, dao sẽ "trượt" trên bề mặt thay vì cắt đứt phôi. Quá trình này tạo ra một lớp bề mặt cực cứng, khiến dao phay inox ở lượt cắt sau bị mòn ngay lập tức.
2.3. Nhiệt độ vùng cắt quá cao
Do tính dẫn nhiệt kém của inox, nhiệt độ tại điểm tiếp xúc có thể lên tới 800-1000°C. Nếu không có phương pháp tản nhiệt tốt, các hạt carbide trên dao sẽ bị phân hủy, dẫn đến mòn dao phay siêu tốc.
2.4. Rung động và tiếng ồn lớn
Lực cắt lớn khi phay inox dễ gây ra rung động (chatter). Rung động không chỉ làm xấu bề mặt gia công mà còn gây ra các vết nứt vi mô trên lưỡi cắt của dao phay ngón.
2.5. Khó khăn trong việc kiểm soát phôi
Phôi inox thường dài, xoắn và sắc bén. Nếu không được bẻ phôi tốt, chúng sẽ quấn vào trục chính hoặc làm xước bề mặt chi tiết đã gia công.
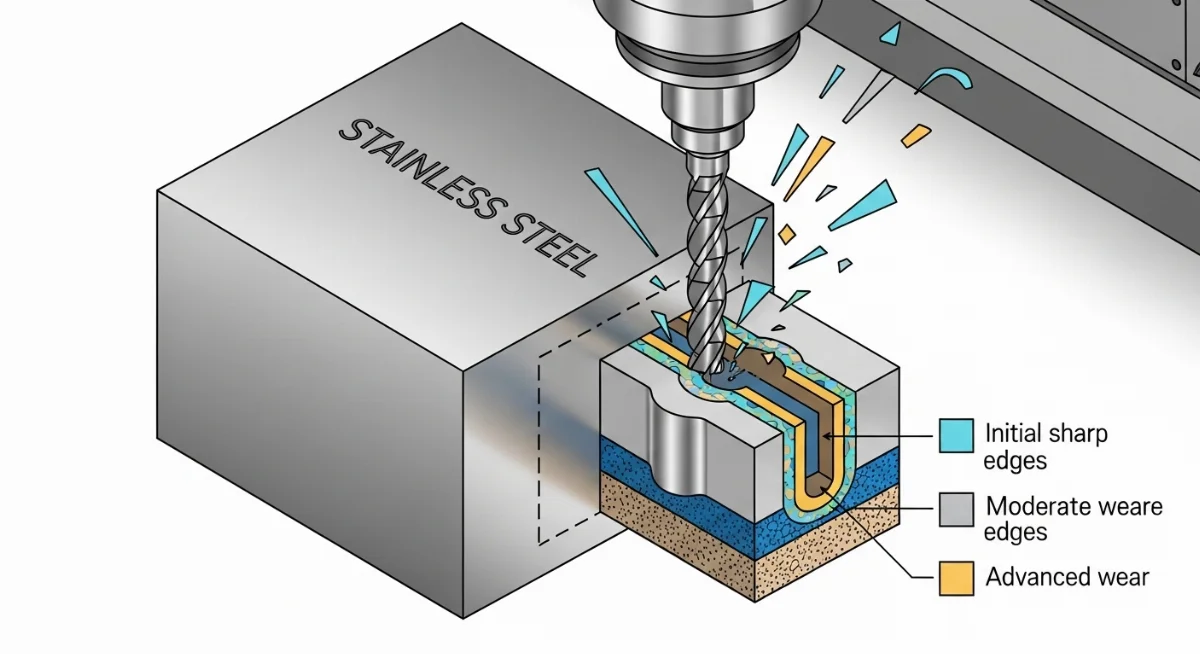
3. Tại sao phay inox nhanh hỏng dao?
Câu hỏi tại sao phay inox nhanh hỏng dao luôn là nỗi trăn trở của nhiều chủ xưởng. Nguyên nhân chính nằm ở sự kết hợp giữa nhiệt độ và ma sát. Khi nhiệt độ tăng cao, độ cứng nóng (red hardness) của dao bị suy giảm. Đồng thời, các phản ứng hóa học xảy ra giữa vật liệu dao và thành phần Chrome, Niken trong inox làm tăng tốc độ mòn hóa học.
Bên cạnh đó, việc sử dụng tốc độ phay inox không phù hợp là nguyên nhân trực tiếp. Nhiều người lầm tưởng rằng chạy chậm sẽ bền dao, nhưng thực tế, chạy quá chậm khi phay inox lại gây ra biến cứng bề mặt, làm dao hỏng nhanh hơn cả khi chạy nhanh. Để có cái nhìn tổng quan về chi phí dịch vụ, bạn có thể tham khảo Báo giá Phay CNC.
4. Lựa chọn dao phay ngón chuyên dụng cho Inox
Để giải quyết bài toán tuổi thọ dao phay, việc chọn đúng loại dao là điều kiện tiên quyết. Bạn không thể dùng dao phay thép thông thường để phay inox hiệu quả. Tương tự, việc lựa chọn vật liệu và dao cụ phù hợp cũng rất quan trọng khi Phay CNC Nhựa.
- Vật liệu dao: Nên chọn dao Carbide hạt siêu mịn (Micro-grain Carbide) có độ dẻo dai cao để chống mẻ.
- Lớp phủ: Lớp phủ AlTiN hoặc TiAlN là lựa chọn tối ưu vì chúng có khả năng chịu nhiệt cực tốt, tạo ra một lớp màng oxit bảo vệ lưỡi cắt khi nhiệt độ tăng cao.
- Số lưỡi cắt: Với inox, dao phay 4 lưỡi hoặc 5 lưỡi thường được ưu tiên để cân bằng giữa độ cứng vững và không gian thoát phôi.
- Góc xoắn (Helix Angle): Góc xoắn cao (khoảng 35° - 45°) giúp thoát phôi dễ dàng hơn và cắt êm hơn.

5. Thông số chế độ cắt inox 304 và 316 chuẩn nhất
Việc thiết lập thông số chế độ cắt inox 304 chuẩn nhất phụ thuộc vào nhiều yếu tố như độ cứng của máy, loại dao và kiểu phay (phay thô hay phay tinh). Dưới đây là bảng tham khảo chung:
| Vật liệu | Tốc độ cắt Vc (m/phút) | Lượng ăn dao fz (mm/răng) | Lưu ý |
|---|---|---|---|
| Inox 304 (SUS304) | 60 - 120 | 0.03 - 0.08 | Ưu tiên làm mát ngập |
| Inox 316 (SUS316) | 50 - 90 | 0.02 - 0.06 | Cần dao có lớp phủ chịu nhiệt cao |
| Inox Duplex | 40 - 70 | 0.03 - 0.07 | Lực cắt rất lớn, cần máy khỏe |
Để tính tốc độ trục chính và bước tiến khi phay inox 304, bạn áp dụng công thức:
n = (Vc * 1000) / (π * D)
Vf = n * fz * z
Trong đó: n (vòng/phút), D (đường kính dao), Vf (mm/phút), z (số lưỡi cắt).
6. Cách giảm mòn dao và mẹo kéo dài tuổi thọ dao phay
Dưới đây là tổng hợp cách giảm mòn dao khi phay inox được đúc kết từ kinh nghiệm thực tế của các chuyên gia:
6.1. Sử dụng chiến lược phay Trochoidal (Phay lăn)
Thay vì phay rãnh sâu theo cách truyền thống, hãy sử dụng đường chạy dao Trochoidal với chiều sâu cắt lớn (Ap) nhưng chiều rộng cắt nhỏ (Ae). Điều này giúp giảm tải cho dao, nhiệt độ phân bố đều và kéo dài tuổi thọ dao phay CNC đáng kể.
6.2. Phay thuận (Climb Milling) thay vì phay nghịch
Trong gia công CNC Inox, phay thuận giúp lưỡi cắt bắt đầu cắt từ phần phôi dày nhất đến mỏng nhất. Điều này giúp giảm ma sát trượt ngay lúc đầu, hạn chế hiện tượng biến cứng bề mặt.
6.3. Duy trì bước tiến ổn định
Không bao giờ được để dao dừng lại khi đang tiếp xúc với bề mặt inox. Việc dừng lại dù chỉ một giây cũng đủ để tạo ra một điểm biến cứng, làm mẻ dao khi máy chạy lại.
7. Vai trò của dung dịch làm mát trong phay inox
Dung dịch làm mát phay inox không chỉ có tác dụng bôi trơn mà còn đóng vai trò cực kỳ quan trọng trong việc kiểm soát ảnh hưởng của nhiệt độ đến độ mòn dao phay inox.
- Làm mát ngập (Flood Cooling): Giúp duy trì nhiệt độ ổn định, ngăn chặn sự hình thành lẹo dao. Nên sử dụng dung dịch có nồng độ dầu cao (8-10%) để tăng tính bôi trơn.
- Làm mát xuyên trục (Through-spindle Cooling): Là giải pháp tốt nhất khi phay hốc sâu, giúp đẩy phôi ra ngoài tức thì, tránh việc dao cắt lại phôi cũ gây gãy dao.
- Làm mát bằng khí nén hoặc sương dầu (MQL): Hiệu quả trong một số trường hợp phay tốc độ cao với dao carbide có lớp phủ đặc biệt, giúp tránh hiện tượng sốc nhiệt (thermal shock).
8. Kết luận
Gia công phay CNC inox đòi hỏi sự kết hợp nhuần nhuyễn giữa kiến thức vật liệu, kỹ năng chọn dao và khả năng tối ưu hóa chế độ cắt. Những quy trình này có Ứng dụng Phay CNC rộng rãi trong các ngành cơ khí, ô tô, điện tử. Bằng cách hiểu rõ 5 vấn đề thường gặp và áp dụng các mẹo kéo dài tuổi thọ dao phay CNC như đã trình bày, bạn hoàn toàn có thể chinh phục được vật liệu inox "khó tính" này.
Hãy luôn nhớ rằng: "Dao tốt là một nửa thành công, nhưng chế độ cắt đúng mới là chìa khóa của lợi nhuận". Đừng ngại thử nghiệm và tinh chỉnh các thông số để tìm ra công thức tối ưu nhất cho xưởng của mình.
Hy vọng bài viết này đã cung cấp cho bạn những kinh nghiệm gia công phay inox không bị cháy dao hữu ích. Nếu bạn đang tìm kiếm dịch vụ gia công inox chuyên nghiệp hoặc cần tư vấn sâu hơn về kỹ thuật, hãy liên hệ ngay với đội ngũ kỹ thuật của chúng tôi.






