


Trong lĩnh vực cơ khí chính xác, sai số khuôn mẫu là một trong những yếu tố sống còn quyết định đến chất lượng sản phẩm đầu ra, đặc biệt là trong ngành ép nhựa và đúc áp lực. Việc hiểu rõ Khuôn Mẫu là gì và vai trò của chúng là nền tảng. Một bộ khuôn có độ chính xác không đạt chuẩn không chỉ gây lãng phí nguyên vật liệu mà còn làm hỏng hệ thống dây chuyền sản xuất của doanh nghiệp. Vậy Sai Số Gia Công Khuôn bao nhiêu là hợp lý? Làm thế nào để áp dụng các kỹ thuật gia công khuôn chính xác nhằm tối ưu hóa quy trình? Bài viết này sẽ cung cấp cái nhìn toàn diện từ tiêu chuẩn quốc tế đến các kinh nghiệm thực chiến trong việc kiểm soát kích thước khuôn tại các xưởng CNC hiện đại.

1. Khái niệm sai số khuôn mẫu và tại sao nó quan trọng?
Sai số khuôn mẫu được hiểu là sự chênh lệch giữa kích thước, hình dáng thực tế của khuôn sau khi gia công so với bản vẽ thiết kế ban đầu. Trong cơ khí, không bao giờ có sự chính xác tuyệt đối 100%, do đó khái niệm sai số cho phép trong cơ khí ra đời để thiết lập một giới hạn an toàn mà tại đó khuôn vẫn hoạt động hoàn hảo.
Việc kiểm soát tốt độ chính xác gia công khuôn mang lại nhiều lợi ích:
- Đảm bảo các chi tiết lắp ghép khít hoàn toàn, không gây rò rỉ nhựa (bavia).
- Tăng tuổi thọ vận hành của khuôn trong môi trường nhiệt độ và áp suất cao.
- Giảm thiểu thời gian chỉnh sửa khuôn (tối ưu quy trình T0, T1, T2).
- Đảm bảo độ bóng bề mặt khuôn mẫu giúp sản phẩm nhựa có tính thẩm mỹ cao.
2. Sai số gia công khuôn bao nhiêu là hợp lý?
Câu hỏi "sai số gia công khuôn bao nhiêu là hợp lý" không có một con số cố định cho mọi trường hợp. Nó phụ thuộc vào yêu cầu của sản phẩm cuối cùng, loại vật liệu nhựa sử dụng và cấp chính xác của khuôn. Tuy nhiên, trong ngành gia công khuôn mẫu chuyên nghiệp, các con số sau thường được áp dụng:
2.1. Sai số kích thước (Dimensional Tolerance)
Thông thường, đối với các loại khuôn ép nhựa chính xác, dung sai lắp ghép khuôn mẫu cho các vị trí quan trọng như hốc khuôn (cavity) và lõi khuôn (core) thường nằm trong khoảng ±0.005mm đến ±0.02mm. Đối với các linh kiện tiêu chuẩn như chốt đẩy, bạc dẫn hướng, sai số có thể nới lỏng hơn ở mức ±0.01mm đến ±0.05mm.
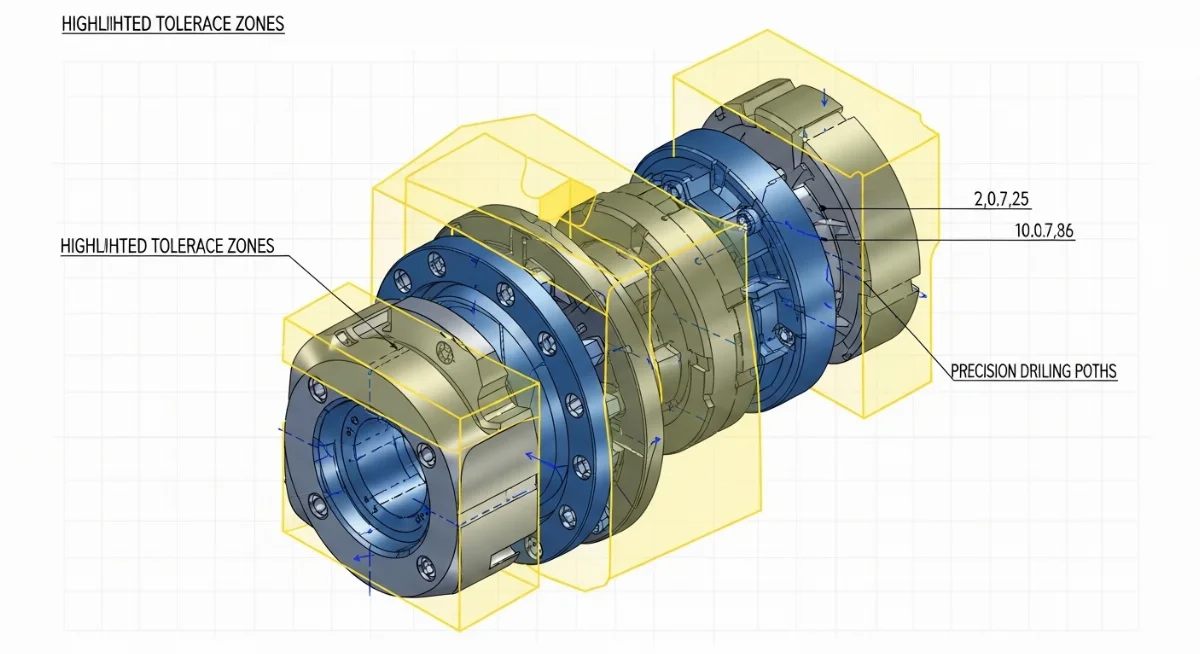
2.2. Sai số hình học khuôn (Geometric Tolerance)
Sai số hình học khuôn bao gồm độ phẳng, độ song song, độ vuông góc và độ đồng tâm. Đối với mặt phân khuôn (parting surface), độ phẳng cần đạt dưới 0.005mm trên toàn bộ bề mặt để tránh hiện tượng nhựa tràn ra ngoài tạo bavia.
2.3. Độ bóng bề mặt khuôn mẫu
Bên cạnh kích thước, độ bóng bề mặt khuôn mẫu cũng là một chỉ số quan trọng. Tùy thuộc vào yêu cầu sản phẩm (nhám mờ hay bóng gương), độ nhám Ra có thể dao động từ 0.05µm đến 1.6µm. Độ bóng không đạt yêu cầu sẽ làm tăng ma sát, khiến sản phẩm khó thoát khuôn và ảnh hưởng đến kích thước cuối cùng.
3. Các yếu tố ảnh hưởng đến độ chính xác gia công khuôn
Để biết tại sao gia công khuôn bị sai số kích thước, chúng ta cần phân tích chuỗi nguyên nhân từ thiết kế đến vận hành máy:
- Chất lượng máy CNC: Độ rơ trục, sai số lặp lại của máy và độ cứng vững của băng máy ảnh hưởng trực tiếp đến độ chính xác gia công khuôn.
- Biến dạng nhiệt: Trong quá trình cắt gọt, nhiệt lượng sinh ra làm giãn nở phôi và dụng cụ cắt. Nếu không kiểm soát nhiệt độ môi trường và dung dịch làm mát, sai số khuôn mẫu sẽ tăng lên đáng kể.
- Dụng cụ cắt (Tools): Dao phay bị mòn, độ lệch tâm của bầu kẹp dao là nguyên nhân phổ biến dẫn đến sai số kích thước hốc khuôn.
- Vật liệu làm khuôn: Các loại thép như S50C, P20, hay NAK80 có hệ số giãn nở nhiệt và độ cứng khác nhau, đòi hỏi hướng dẫn tính toán dung sai cho khuôn ép nhựa phải thật tỉ mỉ.
- Kỹ năng người vận hành: Việc thiết lập offset dao, gá đặt phôi không chuẩn xác là những yếu tố chủ quan gây ra sai số.
4. Tiêu chuẩn dung sai khuôn nhựa và lắp ghép khuôn mẫu
Khi thiết kế dung sai khuôn, các kỹ sư thường dựa trên các tiêu chuẩn quốc tế về dung sai khuôn mẫu như ISO 2768 hoặc tiêu chuẩn DIN của Đức. Việc áp dụng đúng tiêu chuẩn giúp quá trình trao đổi kỹ thuật giữa bên đặt hàng và bên gia công trở nên minh bạch.
| Hạng mục | Cấp chính xác cao (mm) | Cấp chính xác trung bình (mm) | Cấp thường (mm) |
|---|---|---|---|
| Hốc khuôn (Cavity/Core) | ±0.005 - 0.01 | ±0.01 - 0.03 | ±0.05 |
| Vị trí chốt dẫn hướng | ±0.008 | ±0.015 | ±0.02 |
| Mặt phân khuôn (Độ phẳng) | < 0.005 | < 0.01 | < 0.02 |
Đối với dung sai lắp ghép khuôn mẫu, việc sử dụng các kiểu lắp như lắp chặt (Interference fit) cho bạc lót hoặc lắp lỏng (Clearance fit) cho chốt đẩy cần được tính toán dựa trên nhiệt độ làm việc của khuôn. Nếu dung sai quá chặt, khuôn sẽ bị kẹt khi nóng lên; nếu quá lỏng, sản phẩm sẽ bị lỗi kích thước.

5. Phương pháp đo lường và kiểm soát kích thước khuôn
Để đảm bảo kỹ thuật gia công khuôn chính xác, việc kiểm soát không chỉ diễn ra sau khi hoàn thiện mà phải thực hiện xuyên suốt quy trình.
5.1. Kiểm tra trong quá trình (In-process inspection)
Sử dụng các đầu dò (Probe) ngay trên máy CNC để kiểm tra kích thước sau mỗi nguyên công thô và tinh. Điều này giúp phát hiện sớm các sai số khuôn mẫu và điều chỉnh bù dao kịp thời.
5.2. Phương pháp đo lường sai số khuôn sau gia công
Sau khi gia công xong, khuôn cần được đưa vào phòng đo tiêu chuẩn (QC Room). Các thiết bị thường dùng bao gồm:
- Máy CMM (Coordinate Measuring Machine): Đo tọa độ 3 chiều để kiểm tra các biên dạng phức tạp với độ chính xác đến micron.
- Máy đo độ bóng: Kiểm tra độ bóng bề mặt khuôn mẫu xem đã đạt yêu cầu đánh bóng hay chưa.
- Panme, thước cặp điện tử: Dùng cho các phép đo kích thước nhanh và phổ thông.
Việc sử dụng phương pháp đo lường sai số khuôn sau gia công hiện đại giúp loại bỏ hoàn toàn các lỗi sai sót do yếu tố con người và đảm bảo tính khách quan cho dữ liệu xuất xưởng.
6. Cách khắc phục lỗi sai số khi gia công CNC khuôn mẫu
Nếu chẳng may kết quả đo lường cho thấy sai số gia công khuôn vượt quá mức cho phép, bạn cần thực hiện các bước sau để khắc phục lỗi sai số khi gia công CNC khuôn mẫu:
- Phân tích dữ liệu đo: Xác định xem sai số là hệ thống (do máy lệch trục) hay ngẫu nhiên (do dao mòn).
- Sử dụng gia công bổ sung: Nếu hốc khuôn bị hụt kích thước (thừa thịt), có thể tiến hành phay lại với lượng bù dao (offset) chính xác hơn.
- Công nghệ EDM (Gia công tia lửa điện): Đối với các vị trí góc hẹp hoặc thép đã nhiệt luyện cứng, EDM là cứu cánh để chỉnh sửa sai số hình học khuôn một cách tinh vi.
- Hàn laser và gia công lại: Trong trường hợp khuôn bị lẹm (thiếu thịt), hàn laser là giải pháp tối ưu để bù đắp vật liệu mà không gây biến dạng nhiệt lớn, sau đó tiến hành phay CNC lại để đạt kích thước chuẩn.
Ngoài ra, việc thường xuyên kiểm tra bảng tra dung sai gia công cơ khí chính xác giúp thợ vận hành luôn có hệ quy chiếu đúng đắn trong suốt quá trình làm việc.
7. Kết luận và lời khuyên từ chuyên gia
Hiểu rõ sai số gia công khuôn bao nhiêu là hợp lý và nắm vững cách kiểm soát sai số trong gia công khuôn mẫu là chìa khóa để nâng cao năng lực cạnh tranh cho doanh nghiệp cơ khí. Độ chính xác không chỉ đến từ máy móc đắt tiền mà còn từ một quy trình quản lý chất lượng nghiêm ngặt, từ khâu thiết kế dung sai khuôn đến khâu đo lường cuối cùng.
Nếu bạn đang tìm kiếm một đối tác gia công khuôn mẫu với độ chính xác gia công khuôn tuyệt đối và quy trình kiểm soát chất lượng chuyên nghiệp, hãy liên hệ ngay với chúng tôi. Với hệ thống máy CNC đời mới và đội ngũ kỹ sư giàu kinh nghiệm, chúng tôi cam kết mang đến những bộ khuôn đạt tiêu chuẩn quốc tế, giúp khách hàng tối ưu hóa chi phí sản xuất.
BẠN CẦN GIA CÔNG KHUÔN MẪU CHÍNH XÁC CAO?
Chúng tôi chuyên cung cấp giải pháp gia công khuôn ép nhựa với sai số cực thấp, đảm bảo chất lượng hàng đầu Việt Nam.
NHẬN BÁO GIÁ NGAY






